0510-88888016
0510-88888016


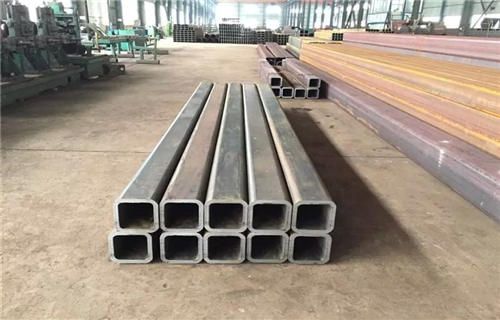
冷轧方管折弯是通过机械或热力手段使其发生塑性变形,从而形成特定角度或曲率的过程。由于冷轧方管在轧制过程中已产生加工硬化,其塑性相对较低,折弯时需严格控制工艺参数以避免开裂、回弹或截面畸变。以下是冷轧方管折弯的详细方法及关键要点:

一、折弯前准备
材料选择与检验
DP钢(双相钢):适用于小半径折弯(R≥1.5t,t为壁厚),因延伸率较高(10%-25%)。
普通低碳钢(Q235):适用于大半径折弯(R≥2.5t),成本低且易成型。
材质匹配:根据折弯半径和角度选择合适材料。例如:
表面检查:确认无裂纹、划痕或锈蚀,否则需打磨或返修。
尺寸复核:测量边长、壁厚及直线度,偏差需符合标准(如边长±0.3mm,壁厚±8%t)。
预处理
退火处理:对高强钢(如DP600以上)进行局部退火(温度600-650℃,保温30分钟),降低硬度(HRC从30降至20左右),提升塑性。
润滑涂层:在方管内壁涂抹石墨润滑剂或喷涂水性脱模剂,减少摩擦,防止表面拉伤。
二、折弯工艺方法
1. 冷弯成型(常温折弯)
适用场景:半径较大(R≥2t)、角度≤90°的折弯。
设备选择:
液压折弯机:适用于批量生产,精度±0.5°。
滚弯机:用于连续弯曲(如环形结构),但需多道次逐步成型。
工艺步骤:
对复杂角度(如135°)可分两次折弯,每次角度差10°-15°,减少单次变形量。
慢速折弯(5-10mm/s)可减少回弹,但需避免长时间停留导致局部过热。
使用专用夹具固定方管,防止折弯时滑动或扭曲。
V型槽宽度:通常为方管边长的1.2-1.5倍(如50×50mm方管,V槽宽60-75mm)。
圆角半径:R≥1.5t(高强钢需更大半径以避免开裂)。
模具设计:
定位与夹紧:
折弯速度控制:
多道次折弯:
关键参数:
| 参数 | 推荐值 | 影响 |
|---|---|---|
| 折弯半径(R) | ≥1.5t(高强钢)或≥2.5t(低碳钢) | R过小易开裂,过大易回弹 |
| 折弯角度 | ≤90°(单道次) | 角度过大需多道次或热弯 |
| 下模开口宽度 | 方管边长×1.2-1.5 | 宽度不足导致截面畸变 |
2. 热弯成型(局部加热折弯)
适用场景:小半径(R<1.5t)、高强钢或复杂角度折弯。
加热方式:
中频感应加热:加热速度快(5-10秒/区域),温度均匀(±20℃)。
火焰加热:成本低,但温度控制精度差(±50℃),适用于厚壁方管。
工艺步骤:
自然冷却:适用于普通钢,避免急冷导致脆化。
水雾冷却:对高强钢可快速固定形状,但需控制水量(避免局部过冷)。
加热后3秒内完成折弯,防止温度下降导致塑性降低。
低碳钢:600-700℃(呈亮红色)。
高强钢(如DP600):650-750℃(避免过热导致强度下降)。
加热长度=折弯半径×π/2(如R=20mm,加热长度≈31.4mm)。
加热区域定位:
温度控制:
快速折弯:
冷却方式:
优势与局限:
优势:可实现小半径折弯,减少回弹。
局限:加热可能导致材料氧化(需后续酸洗),且能耗较高。
3. 填充介质折弯
适用场景:薄壁方管(t<2mm)或易塌陷截面。
填充材料:
低熔点合金:熔点60-80℃(如Bi-Sn合金),折弯后加热熔化取出。
石英砂:成本低,但需振动填充密实,折弯后需清理。
工艺步骤:
填充:将方管一端密封,从另一端灌入填充介质并振实。
折弯:按冷弯工艺进行,填充介质支撑内壁防止塌陷。
清理:折弯后加热熔化合金或倒出石英砂。
典型案例:
汽车排气管:采用石英砂填充折弯,保证圆角过渡光滑,无褶皱。
固话一:0510-88888016 贺部长(贺怀喜)主管 固话二:0510-88888017 孙经理 业务经理 固话三:0510-83076068 贺庆镇 业务经理
固话四:0510-83076658 姜园园 业务经理 固话五:0510-83079993 高经理 固话六:0510-83079994 季经理 传真:0510-83079997 自动接收
手机: 189 0152 2222 总经理 手机:132 1875 9999 副总 手机:133 3878 6068 贺部长 ( 厂长) 手机:133 8220 6068 孙经理 (仓库)
手机: 133 7366 1878 高经理 (开单处) 上网洽谈工具:QQ 473334606 邮箱:473334606@qq.com
地址:无锡市惠山区--钱桥镇工业区--(南西漳工业园)运河西路2号仓库
Copyright © 2018 无锡快发钢管制造有限公司 版权所有
热门标签:冷轧方管 (67)规格 (44)无锡方管 (40)无锡方管生产厂家 (38)小口径方管 (36)无锡方管厂家 (36)无锡方管厂 (36)菱形花纹管 (35)材质 (31)光亮方管 (31) 更多